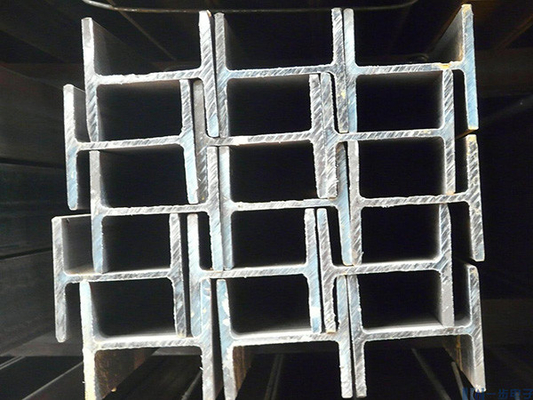
รีดเย็นขึ้นรูปสแตนเลสโพรไฟล์รอยท่อ/Tube
รายละเอียดสินค้า
JIS Standard Cold Bending Roll ขึ้นรูปโปรไฟล์สแตนเลส
บรรจุภัณฑ์และการจัดส่ง
รายละเอียดบรรจุภัณฑ์: บรรจุภัณฑ์ส่งออกมาตรฐานหรือตามความต้องการของลูกค้า
รายละเอียดการจัดส่ง: เวลาที่แน่นอนเป็นไปตามปริมาณการสั่งซื้อ
ข้อมูลจำเพาะ
ท่อ/ท่อเชื่อมสแตนเลส
1. OD: 8mm-101.6mm
2. ความหนา: 0.3mm-2.0mm
3. ความยาว: ตามความต้องการของลูกค้า
ท่อ/ท่อเชื่อมสแตนเลส
1. มาตรฐาน: ASTM A213, ASTM A312, ASTM A269, ASTM A789, JIS G3448, JIS G3456,
JIS G3459, JIS G3463, DIN 10216, DIN 17458
2. เกรดเหล็ก:
200 ซีรีส์: 201, 202
300 ซีรีส์: 301, 304, 304L, 309S, 310S, 316L, 316Ti, 321, 347
400 ซีรีส์: 409, 409L, 410, 410S, 416, 420, 420J1, 430, 444, 446
ซีรีส์ 900: 904L
เหล็กดูเพล็กซ์: 2205, S32304, S31500, S31803/S32205, S32900, S31260, S32750, S32550
อื่นๆ: 0Cr13, 1Cr13, 1Cr17, 2Cr13, 3Cr12, 3Cr13.
3. ช่วง OD: 8mm-101.6mm
4. ช่วงความหนาของผนัง: 0.3mm-2.0mm
5. ความยาว: ตามความต้องการ
6. การตกแต่งพื้นผิว: การดอง, การหลอม, น้ำยาขัดเงาแบบแมนนวลและแบบเครื่องกล, น้ำยาขัดเงา
7. เทคโนโลยีการผลิต: รีดเย็น, ดึงเย็น
การใช้ท่อเชื่อมสแตนเลส:
1) อุปกรณ์การผลิตอาหาร โดยเฉพาะการต้มเบียร์ การแปรรูปนม และการทำไวน์
2) ม้านั่งในครัว อ่างล้างหน้า รางน้ำ อุปกรณ์และเครื่องใช้
3) กรุสถาปัตยกรรม ราว & ตัดแต่ง;
4) ภาชนะบรรจุสารเคมี รวมทั้งสำหรับการขนส่ง
5) เครื่องแลกเปลี่ยนความร้อน;
6) หน้าจอทอหรือรอยสำหรับการขุดเหมืองหินและการกรองน้ำ
7) รัดเกลียว;
8) ฤดูใบไม้ผลิ
กระบวนการผลิตท่อสแตนเลส:
กระบวนการเริ่มต้นด้วยการก่อตัวของท่อแม่รอยบนโรงสีหลอดจากแถบสแตนเลสคุณภาพชั้นนำที่นำเข้าและทดสอบเทคนิคการเชื่อมแบบหลายอิเล็กโทรด TIG ล่าสุดถูกนำมาใช้เพื่อคุณภาพการเชื่อมที่เหนือกว่าและการหลอมรวม 100% ด้วยการขจัดอาร์กอน ไม่มีการเติมโลหะเติม
หลอดแม่เหล่านี้ผ่านการอบอ่อนด้วยสารละลายที่ 1060 D. 1100 D. C ในเตาหลอมแบบต่อเนื่องตามด้วยการดับทันทีเพื่อป้องกันการตกตะกอนของโครเมียมคาร์ไบด์
การอบอ่อนของหัวแม่ช่วยให้:
A) การกำจัดความเครียดที่เกิดขึ้นระหว่างการขึ้นรูปท่อและการดึงเย็น:
B) ความเหนียวและความนุ่มนวลเพียงพอสำหรับการดึงเย็น:
C) การเปลี่ยนแปลงของโซนเชื่อมให้มีลักษณะเป็นออสเทนนิติก
ง) การตกผลึกของเม็ดโลหะให้อยู่ในรูปเดิมอีกครั้ง และทำให้ความต้านทานการกัดกร่อนดีขึ้น
ในระหว่างการหลอมจะเกิดเกล็ดขึ้นบนพื้นผิวของท่อเพื่อกำจัดสิ่งเหล่านี้ ท่อจะถูกดองโดยการแช่ในสารละลายดองร้อนที่ทำจากกรดไนตริก กรดซัลฟิวริก และกรดไฮโดรฟลูออริก
จากนั้นท่อจะเคลือบด้วยสารหล่อลื่นที่เหมาะสมแล้วดึงเย็นบนม้านั่งดึง:
1) เพื่อเปลี่ยนแปลงโครงสร้างทางโลหะวิทยาและคืนค่าคุณสมบัติเป็นวัสดุหลัก:
2) เพื่อให้ได้ท่อที่มีความคลาดเคลื่อนของมิติที่ใกล้กว่า:
3) เพื่อให้ได้ท่อที่มีความคลาดเคลื่อนของมิติที่ใกล้กว่า:
4) เพื่อผลิตท่อที่มีขนาดเล็กลงและความหนาของผนัง
5) เพื่อปรับโครงสร้างเกรนของส่วนเชื่อมกับวัสดุหลักและ
6) การถอด/ย่อลูกปัดภายใน
การวาดภาพตามมาด้วยการอบอ่อนและการดองในภายหลังเพื่อคืนคุณสมบัติของหลอดทั้งหมดให้กลับไปเป็นวัสดุหลักจากนั้นจึงผ่านท่อเพื่อให้ทนต่อการกัดกร่อนเป็นพิเศษหลังจากนั้นทุกหลอดจะถูกทำเครื่องหมายด้วยไฟฟ้าด้วยเกรดวัสดุ ขนาด และมาตรฐานการผลิต
องค์ประกอบทางเคมี
| ระดับ |
องค์ประกอบทางเคมี |
| ค |
Cr |
นิ |
มิน |
NS |
NS |
โม |
ซิ |
| 304 |
≤0.07 |
17.00-19.00 น. |
8.00-10.00 น. |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 304L |
≤0.030 |
18.00-20.00 น |
8.00-10.00 น. |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 309S |
≤0.08 |
22.00-24.00 น. |
12.00-15.00 น. |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 310S |
≤0.08 |
24.00-26.00 น. |
19.00-22.00 น. |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 316L |
≤0.030 |
16.00-18.00 น. |
12.00-15.00 น. |
≤2.00 |
≤0.035 |
≤0.030 |
2.00-3.00 |
≤1.00 |
| 317L |
≤0.08 |
18.00-20.00 น |
11.00-15.00 น. |
≤2.00 |
≤0.035 |
≤0.030 |
3.00-4.00 |
≤1.00 |
| 321 |
≤0.08 |
17.00-19.00 น. |
9.00-13.00 น. |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 316Ti |
≤0.08 |
16.00-19.00 น. |
11.00~14.00 น. |
≤2.00 |
≤0.035 |
≤0.030 |
1.80-2.50 |
≤1.00 |
| 3cr12 |
≤0.12 |
12.00-14.00 น. |
4.00-6.00 |
≤2.00 |
≤0.035 |
≤0.030 |
- |
≤1.00 |
| 430 |
≤0.12 |
16.00-18.00 น. |
- |
≤1 |
≤0.04 |
≤0.03 |
- |
≤1 |
| 446 |
0.007 |
25.7 |
- |
0.2 |
0.012 |
0.007 |
0.8 |
- |
| 904L |
2.00 |
19.00-23.00 น. |
23.00-28.00 น. |
1.00 |
0.035 |
- |
4.00-5.00 |
0.045 |

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!